

For the most part, refractories are named basic, high alumina or silica, fireclay and insultaing. There are additionally classes of what are called "especial refractories" which incorporate Silicon Carbide, Silicon Nitride, Graphite, Zircon, Zirconia, fused cast and a few others. Most refractories are provided as preformed shapes. Although they are also produced as particular purpose clays, bonding mortars and monolithics like castables, plastic refractories, ramming mixes and gunning blends. Indeed, numerous refractories materials have been developed explicitly to meet the conditions of a specific procedure. The trademark properties of every refractory class are a component of both their raw material base and the techniques used to make the refractory items.
Shaped Refractory assembling includes five procedures: raw material processing, raw material blending, forming, drying and firing. Other types of refractory processes also also guarantee discussion - the first is production of fused items and the second is ceramic fiber production.
For the shaped refractory, forming consists of blending the raw materials and forming them into the shapes we wish. The forming procedure is a major test for shaped refractory makers (See Fig.1) due to the fact that refractory raw materials are almost non plastic materials and they are not bonded with one another at low temperature even though this procedure often happens under wet or humid conditions. That is why most refractory makers need to press with high pressure, control the packing curve of all raw materials to get the highest density and need to utilize binders in their shaping procedure to avoid breakage and chipping before accomplishing the ceramic bond after firing.
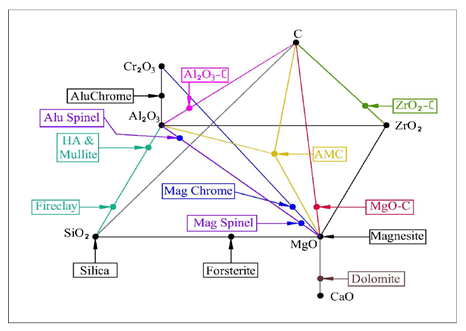
Figure 1. Major Refractory Raw Materials & Associated Refractories
There are many types of binders for formed refractories to enhance compressive strength for pressing, handling and drying procedures to avoid breakage and chipping, for example, Dextrin, Starch, Polyvinyl Alcohol (PVA), Lignosulfonate, Molasses, Phenolic Resin, Carboxyl Methyl Cellulose (CMC) and so on. Thus, binder selection can be exceptionally challenging, and makers need to consider many parameters to guarantee what sort of binder is the best for their product and procedure.

Some parameters to take into consideration are as beneath:
- Kind of refractory
- Mixing technology
- Pressing process
- Size and form of brick
- Drying process
- Handling process
- Firing process
The best binder should have the following attributes:
- It must be easy to include and blend in with a refractory aggregate
- It doesn't react with refractory mixes at low and high temperature
- It must leave a small amount of residue after firing
- It should easily burn out at during the firing process
- It doesn't influence the bulk density and apparent porosity after pressing, drying and terminating.
- It must improve the mechanical strength of green and dry bricks
- It must improve the flowability of the mix during pressing to get a consistent density in entire bricks
- It doesn't influence the permanent linear change of bricks
- It doesn't cause the blends to adhere to the molds
- It can't be toxic and/or reason for air contamination
- It doesn't affect the refractoriness of the bricks
- It must be as economical as could reasonably be expected
There are no all-in-one binders. The selection of an appropriate binder is vital to increase the production yield and save costs for refractory makers.
Biopolymer binders offer a one-of-a-kind scope of solutions for process and quality improvement. We have specific to the manufacturing of hydraulic pressed bricks, plastic shaped bricks and other unshaped refractory products. Our natural products have a neutral CO2 footprint, are environmentally friendly and non-hazardous.
Possible benefits during process:
- Improved workability and handling of refractory mixes
- Reduction of pressing friction for dry pressed bricks
- Improved mechanical strength of green and dry bricks
- Increased plasticity for extruded bricks
- Lubrication during forming process
- Energy saving
- Reduced losses during handling and drying process
- Process and quality improvement
In conclusion, it is essential to have the assessment of specialists in the field and test altogether the outcomes got to select the most ideal binder for your particular prduction process.



