

In a competitive market like we have in ceramics in the last years, globalized, with common solutions to the standard production issues, differentiation in costs is the only way to remain competitive. So, how much could we save?
energy costs are quite equivalent between the main manufacturing countries, raw material costs as well and machinery became more and more available, optimization of the processes gives an easy access to savings, hence to larger profits.
raw materials
In terms of generic processes, there are many ongoing optimization projects, but a quite simple one could be applied into most of the existing factories: raw materials optimization.
The use of some chemicals to control rheology of the ceramic slurries is widely extended. Some countries opted to use a technology based on polyphosphates, having its advantages, and some others opted for polycarboxylic acid derivatives, in a larger or smaller polymerization degree, leading to different performances as well.
We will use one of the experiences we had to show to which extent we could obtain savings easily.
RHEOLOGY AND STRENGTH OPTIMIZATION
The use of proper burners has a strong impact as well in the temperature distribution. By using the right amount of air into combustion, natural gas use has been extended. This can reduce firing costs to an extent where replacing old burners makes a lot of sense. High speed burners or high flow ones may bring an additional performance to old kilns, reducing emissions and improving its throughput, both in terms of quantity and quality.
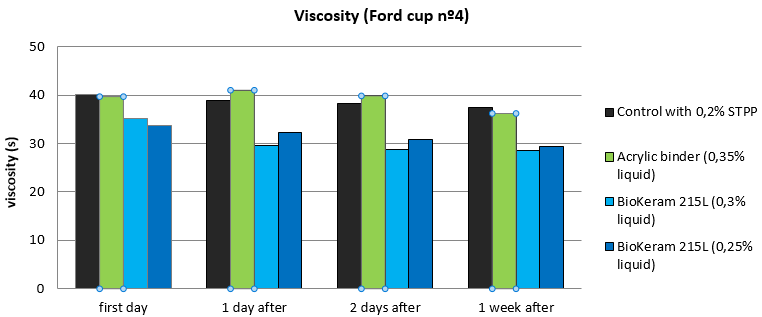
The work started by checking rheology and by introducing some new raw materials, easily available and affordable in most of the markets, to replace or complement existing ones. Both STPP (sodium tripolyphosphate) and an Acrylic Binder were used, reaching a good performance. In case BioKeram could be used, some potential rheology optimization may be achievable:
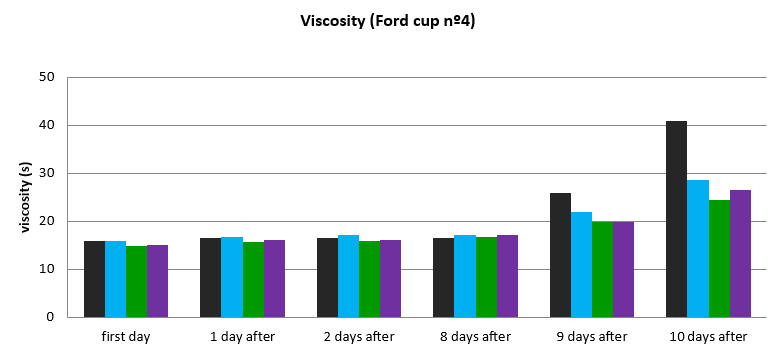
But it’s not the only option. If STPP could be replaced by a blend of BioKeram and Liquid Glass, rheology keeps a good behavior, retarding thixotropy effect.
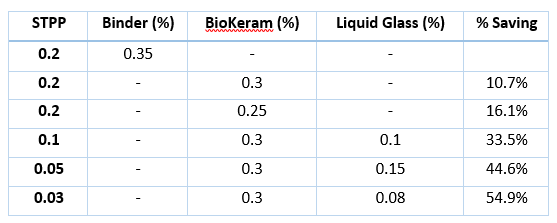
On top of that, the economical evaluation renders a much better result, reaching up to 50% savings in the cost of producing the same slurry.
low energy consumption
There are some cases in which these burners are not enough, needing further steps involved in full process optimization. As an example, hot air recycling, coming from cooling stage to be used as warm air source to feed burners both in drying and firing stages, has been implemented in some factories, bringing a noticeable impact on the final cost of energy per m2. Some of the hot air coming from the kiln exhaust can be used as well in the Spray-dryer to reduce total energy consumption.
The use of multi-channel kilns, typically double-channel, helps reducing energy consumption as well, though its regulation is not easy, main reason for not having a wide extension in the market.
Using all available technology is not always enough, so new developments have been carried out in projects like DREAM, https://www.spire2030.eu/dream
is that your case?
Of course, this is just an example, but several cases show up the same kind of behavior. And the best of all is that it can be extended to most of the ceramic plants. Please feel free to check with our technical people, who will show you the benefits of using our biopolymers.



