Throughout the centuries of brick and tile making the manufacturing, drying and the firing of the products has continued to evolve to ensure demand, styles and supply are met. However although manufacturing and drying are based on a small number of routes which continue to evolve the firing process has probably seen the most changes over this time frame.
These changes could be put down to available fuels, costs of fuels and changes within technology driving faster throughputs and higher quality fired products. Some firing techniques are still seen as high labour intensity but with cheap running costs against others which are fully automative with limited labour but high installation and running costs. But for all the techniques used there are still probably 8-10 variants being used across the globe which can be split in to two sections:
- The intermittent kiln. Where the ware to be fired is placed into the kiln. The kiln is closed, and the internal temperature increased according to a schedule. After the firing is completed, both the kiln and the ware are cooled. The ware is removed, the kiln is cleaned and the next cycle begins
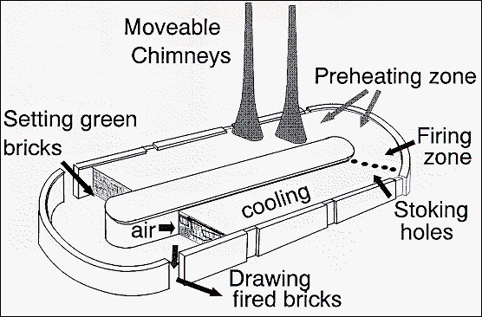
- The continuous kiln where the fire is always burning and bricks are being warmed, fired and cooled simultaneously in different parts of the kiln. Fired bricks are continuously removed and replaced by green bricks in another part of the kiln which is then heated. Consequently, the rate of output is approximately constant. Heat in the flue gas is utilised for heating and drying of green bricks and the heat in the fired bricks is used for preheating air for combustion. Due to incorporation of heat recovery features, continuous kilns are more energy efficient. Continuous kilns can be further sub-divided into two categories: moving fire kilns and moving ware kilns.
The oldest and seen as the most traditional intermittent kiln still being used today across many continents is that of clamp firing which come in several shapes and sizes, depending on the number of bricks to be fired at one time and the fuel or fuels available. They are usually constructed on a level surface of pre-fired bricks, laid side by side for a wood fired clamp, or with spaces between them for a coal, agri-waste or fuel inclusion fired clamp. These spaces around each brick are designed to facilitate the passage of air under the brick clamp to allow for the even combustion of the fuel. There are a further two variants on the clamp kiln:
- When the walls of the clamp are plastered on the outside (for greater efficiency), they become Scove clamps or kilns.
- If the clamp is enclosed within four permanent walls, it becomes a rectangular Scotch kiln
The next changes in firing from the mid-19th Century saw the emergence of more versatile intermittent and continuous kilns. These included the Hoffman Kiln, Bull trench, Fixed Chimney Bull Trench, Zig Zag, Down Draught, Vertical Shaft Brick Kiln, Shuttle and Tunnel.
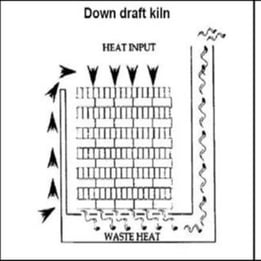
The other widely used intermittent kiln is the down draught kiln in which the bricks are fired in batches. In this kiln, the hot gases from the burning fuel are first deflected to the roof of the kiln and then are drawn downwards by the chimney draught through the green bricks to fire them. One of the advantages of this kiln is that the fuel and fuel residue do not come into contact with the kiln charge and therefore no pollutants are deposited on the surface of the products.
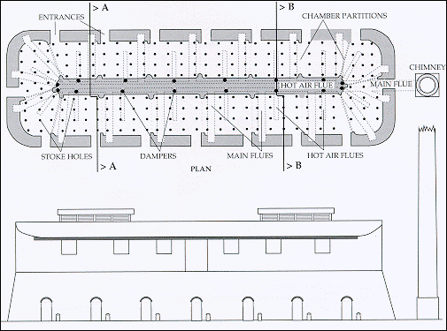
For the continuous kiln the original round Hoffman kiln is no longer in use, having been replaced by the more modern version, which takes the form of two parallel tunnels built side by side, connected by curved tunnels at either end. With such an arrangement, the chimney is built outside the kiln structure and may be connected to more than one kiln. Sixteen chambers are about the minimum for effective working; twenty-two chambers are preferable. The original Hoffmann was superseded, because it had such a large heat absorbing mass, and the tapering firing chambers were small and unnecessary complicated to load, while the very large damper between chambers was cumbersome and awkward to operate. This damper was replaced by the pasting of a paper or fabric screen between the sections of the firing tunnel as it is loaded. The screen seals the tunnel at this point and prevents cold air being drawn the wrong way round the kiln to the firing zone. The screen is destroyed by the approaching firing zone, at just the right time, as it moves around the kiln.
Natural Draught Zigzag firing kiln is a moving fire kiln in which the fire moves in a closed rectangular circuit through the bricks stacked in the annular space between the outer and the inner wall of the kiln. It has many similarities with FCBTK technology; the main difference being the zigzag air flow path. The bricks are stacked in such a manner to guide the air flow in a zigzag path. Zigzag flow increases the air flow path length and turbulence in the air, thereby resulting in improved combustion and heat transfer rate and uniform temperature across the kiln cross section.
Fixed Chimney Bull’s Trench Kiln (FCBTK) technology is the most widely used brick firing technology in South Asian countries. It is a continuous, moving fire kiln in which the fire is always burning and moving forward in the direction of air flow due to the draught provided by a chimney. The bricks are being warmed, fired and cooled simultaneously in different parts of the kiln. It is a modified version of Bull’s trench kiln introduced by a British engineer W. Bull in 18761 . Initially it had movable metal chimneys which were placed on the brick setting and were moved as the firing progressed. This technology was modified to more efficient and less polluting fixed chimney Bull’s Trench Kilns and there was a large scale shift to fixed chimney Bull’s trench kilns (FCBTKs) due to a regulatory ban on use of moving chimney kilns during 1990’s.
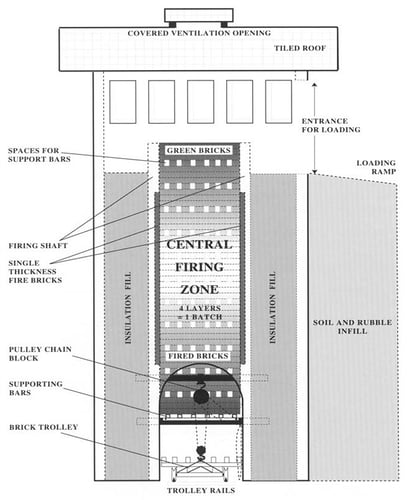
The VSBK is a vertical kiln with a stationary fire and a moving brick arrangement. The kiln operates like a counter current heat exchanger, with the heat transfer taking place between the air moving upwards and the bricks moving downwards The shaft is loaded from the top in batches of green bricks. Each batch typically contains four layers of bricks, set in two distinct pre-determined patterns, called a normal batch or a zig-zag batch. The fired bricks are unloaded from the bottom of the shaft. The shaft itself can be divided into three distinct sections. The top section is the brick preheating zone, where the bricks are pre-heated with the exhaust heat from the firing zone, the middle section is the firing and heat soaking zone, where actual firing takes place and the lower section is the brick cooling zone, where the fired bricks cool down.
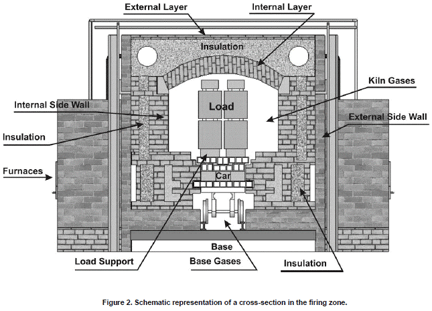
A Shuttle Kiln is a car-bottom kiln with a door on one or both ends. Burners are positioned top and bottom on each side, creating a turbulent circular air flow. This type of kiln is generally a multi-car design and is used for processing whitewares, technical ceramics, and refractories in batches. Depending upon size and weight of ware, shuttle kilns may be equipped with car moving devices to transfer fired and unfired cars in and out of the kiln. Shuttle kilns can be either updraft or downdraft in design. A Shuttle Kiln derives its name from the fact that kiln cars can enter a shuttle kiln from either end of the kiln for processing, whereas a tunnel kiln has flow in only one direction.
A tunnel kiln, which is a long structure in which only the central portion is directly heated. From the cool entrance, ware is slowly transported through the kiln, and its temperature is increased steadily as it approaches the central, hottest part of the kiln. From there, it continues through the kiln, and the surrounding temperature is reduced until it exits the kiln nearly at room temperature. A continuous kiln is energy-efficient, because heat given off during cooling is recycled to pre-heat the incoming ware.