

Technical support is key to ensure that you are using the right clay additive at the correct addition rate. We should always count on a technical specialist, in order to achieve the maximum efficiency of your process and depending on what you are using our additives for, we should take different actions and carry out specialized tests.
ANTI-SCUMMING AGENTS
For customers currently using barium carbonate as an anti-scumming agent or for those new customers looking to introduce this product we are able to carry out tests on your prepared clay bodies to ascertain the correct addition rate to best utilize the additive.
By using an analytical technique of IC (Ion Chromatography) we can test for the total amount of soluble sulphate in your prepared body and from here calculate the correct addition rate for the barium carbonate product.
- A clay sample has been analysed and the total soluble sulphate results has been shown as 250ppm. Based upon this value the customer would need to add 0.58 litres of barium carbonate (60% solid concentration) per 1000kg of dry clay.
We can provide this as a free service to all customers currently using our products or are intending to use. All samples are analysed using our laboratory within the Borregaard UK facilities.
Clay conditioning additives (Additive A and BioKeram)
As a norm we would usually recommend an addition of 0.5% per mt of dry clay. However, it has been found in certain circumstances that this value is either too high or too low. Therefore, here at Borregaard we can offer a number of solutions.
- We have a dedicated laboratory in one of our plants that is able to produce clay body mixes, extrude clay pieces and then dry and fire as per the customer’s production parameters. By utilizing this service, we can take your clay body (either prepared or individual raw materials) and then add varying amounts of the clay conditioner before extruding clay samples. During the extrusion process we are able to measure energy consumption, extrusion rates, plasticity and vary the amount of added water in the process. This will allow us to obtain the correct addition rate that optimizes the extrusion process. The prepared samples will then be checked for MOR in the green state before drying and firing. Again after both these processes we will measure MOR to confirm any marked increases in the bodies strength. The fired pieces will also be checked for any colour variations or reductions in scumming (if a small amount occurs in standard production).
- If you require a quick summarization of how your body will perform with the addition of a clay additive, then our laboratory is also able to perform a quick plasticity test using the Pfefferkorn Plasticity Test. This measures the level of “plasticity” of clays and when a clay conditioner is added to the body it is able to show the same level of plasticity but with reduced quantities of water. These results will show a brief snapshot of how the conditioner may perform in a full production environment.
- The final and most important next stage would be to run a full production trial where all the variable factors of the manufacturing process can be tested against the use of a clay conditioner. These trials can be run independently by yourselves or we at Borregaard are able to provide full on-site technical support. If you opt for the latter then one of our technical team will arrange to visit the site prior to the trial to walk the process and advise on the best point of addition for the additive, ensure the pump to be used (either supplied by Borregaard or using your own equipment) is capable of attaining required addition rates, liaise with your technical, quality, production team about the way the trial will be run and to see what monitoring equipment you already use and to just ensure everything is set to go.
On the day of the trial if any specialist monitoring equipment is required – such as voltmeter/ampere meter – then these can be attached to the relevant part/place of the extruder. These will be used to monitor any changes in power consumption when the clay conditioner is added. Temperature of the extruded column will also be monitored along with clay hardness/plasticity. Speed of the extruded column and reduction of added water will be constantly monitored. We would normally recommend that standard production is ran for around 60 minutes to set initial results/calibrate the process before running the clay conditioner trial for a number of hours to show what changes/improvements the additive brings to production.
When the products are ready to be dried Borregaard have the ability to measure such parameters as temperature, humidity and shrinkage using a “CeriDry” along with weight loss against time using a “DryBal”. From here we can draw up Bigot curves to show the full drying cycle of the products and how the clay conditioner can improve the drying cycle.
Furthermore, if the client has on-site equipment for the measurement of strength then samples can be taken and wet, dry and fired MOR/Flexural Strength can be measured. If equipment is not readily available, then samples can be bagged and forwarded to our laboratory for them to measure these parameters.
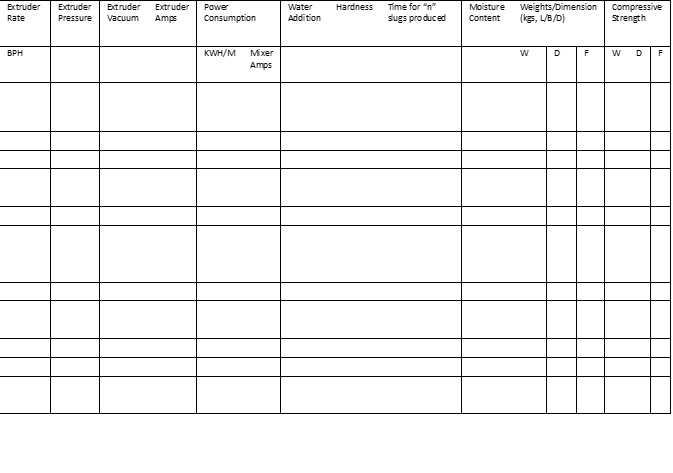
Below is a draft template for logging factory trials but dependent upon which parameters the additives are being used for then these can easily be modified.
Once the trials are completed an exit meeting will be held to review all the data and gather feedback from the production team/operatives about their views and experiences of the trial. A final report will then be written and issued with conclusions and next steps if required.
These trial protocols are not fixed and will vary depending on the requirements of the factory in question – are you looking for energy savings, increased output, reduced manufacturing costs, strength increases, overall improved manufacturing performance etc – which will all be discussed and reviewed prior to running any trials.
Read our ebook if you want to know more about clay conditioners. Download here!



