

Before bricks and tiles can be fired the majority of water used in its moulding needs to be removed from the clay product. Any excess residual water or moisture left in the article as it enters the kiln to be fired will be removed very quickly leading to major problems such as blow out, warpage or in the extreme – as has been seen on numerous occasions – to explode causing serious damage to the kiln and production.
It is a must therefore to ensure the articles are dried evenly and at times slowly to ensure any free water is evaporated without causing damage to the article. The water does not need to be 100% removed as the pre-heater section of the kiln will remove low quantities. It has been seen that articles can enter the kiln holding up to 2-3% of residual water. This value has been recorded as higher but then requires a slow gradual pre-heat which in turn can extend the actual firing process. In times where demand is low and production is at a slow rate then this may be feasible. However, in recent times, where demand is high and factories are running flat-out, then the need for quicker drying and firing becomes more paramount.
Probably the easiest way to reduce drying times is to use less water but for the likes of hand-made, water-struck and soft-mud production the need for increased water is predominant for the production of these products. The extrusion process however, produces a much stiffer column of clay and therefore requires less water addition in the process.
The brick/tile body processing route will usually see a variety of clays and fillers being mixed together with water added to aid plasticity/workability. After a number of differing process routes the prepared body is either conveyed direct to production process where further water is added or to storage bays for the souring process. Even after this souring, further water is added during the production process.
Optimization of your driers can be the first quick and easy solution by ensuring that the energy being used in the driers is effective and giving full heat drier coverage with no cold zones. The hot gases being taken from the kiln are still hot and being dispersed efficiently throughout. The clay articles are being dried evenly and constantly. Ensure door seals and brickwork are in good condition and no heat is easily escaping. There are specialist monitoring equipment which can be used to measure the way the clay products behave during the drying process showing weight loss against temperature, humidity and shrinkage enabling a bigot curve to be drawn so optimum drying parameters can be set.

The addition of more plastic clays can be a way to reduce water additions, but they are seen as a high priced raw material and in some instances in short supply.
The use of more open inert materials to allow water to release quicker from the finished article during drying although beneficial can also give rise to excessive cracking as the evaporation may be too fast.
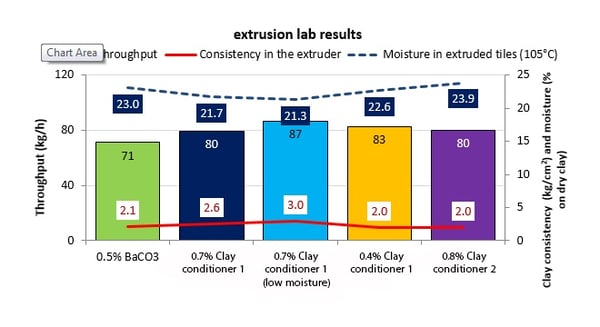
The use of clay conditioners within a standard clay body has shown that water additions can be reduced by up to 10% in the preparation process whilst still achieving the required clay workability and increased production rates.
The conditioner increases the strength of the articles during the drying process meaning that heat can be applied quicker reducing both cost and drying times, therefore, improving the ceramic process. The dried articles are more durable with increased handling strength offering further increased benefits during the rest of the production process. Certain clay conditioners have also been developed to work with very high moisture clays found in a number of countries where increased rain and wet conditions has a negative effect on them.
To know more on how to improve your ceramic process, check out our ebook!



